Общее определение, габариты, свойства
Одна из важнейших позиций среди титановых полуфабрикатов – лист и плита – имеют вид сплошного профиля прямоугольных очертаний (рис. 1).
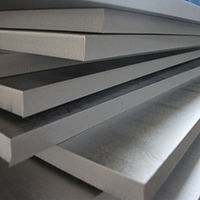

Рисунок 1. Плиты, листы и карточки из титана
Габариты
Габариты листового Ti, его механосвойства и особенности поставок обусловлены нормативами ГОСТ 22178-76 («Листы из титана и титановых сплавов. Технические условия»), а также ОСТ 1 90218-76 («Листы из титановых сплавов. Технические требования»). Плит – ГОСТ 23755-79 («Плиты из титана и титановых сплавов. Технические условия»), а также ОСТ 1 90024-71 («Плиты из титановых сплавов»).
Размерные параметры, согласно стандарту, должны соответствовать:
- в ширину – 401…1201 мм;
- в длину – 1251…5001 мм.
Исходя из толщины листа его габариты по ширине варьируются в диапазоне:
- толщ. 0,31…0,41 мм – шир. 401…601 мм;
- толщ. 0,41…0,81 мм – шир. ≥ 601 мм.
Возможна поставка листа также в виде рулонов.
Разновидностью листового Ti являются т. наз. титановые карточки в виде узких прямоугольных плиток, которые могут иметь различную толщину. Карточки, в сравнении с листом, имеют меньшие габаритные параметры, поэтому их удобно применять в случаях, когда полномасштабный лист пришлось бы раскраивать.
Толщина титановых карточек – 0,61…35.1 мм, хотя не исключены иные варианты по требованию заказчика.
Соотношение длины и ширины карточек (мм): 331х51; 331х611; 411х571; 411х641; 501х801; 501х1001; 611х791; 361х611; 461х611; 496х1041; 501х701; 501х801;191х321; 951х1451.
Титановая плита также является монолитным прямоугольным профилем, который характеризуют более значительные, чем у листа, габаритные размеры.
А именно (мм):
- толщ. – 11,1…151;
- шир. – 601…1601;
- длина – мерная (интервал 101 мм.).
Габариты плит по основным маркам (толщина*ширина*длина)
- ВТ1-0 – 10,01*1001*2001;
- ВТ1-00 – 70,1*1001*2001;
- ОТ-4 – 16,01*1001*2001.
По индивидуальным запросам заказчиков титановый листовой прокат может выпускаться в габаритных параметрах, отличающихся от регулируемых действующими нормативными актами. В подобных ситуациях необходимо ссылаться на соответствующие регламентирующие документы.
Важнейшие потребительские свойства
Титановые листы и плиты чаще других полуфабрикатов применяются в промышленности. Удобный форм-фактор и обширная номенклатура по соотношению размерных характеристик позволяет повсеместно использовать их в качестве актуальных конструкционных материалов. Востребованность данной продукции обусловлена сочетанием многих полезных функциональных качеств.
К важнейшим преимуществам плоского проката из Ti можно причислить факторы:
- легкости;
- механической прочности;
- малой удельной плотности (4506 кг/м3);
- высокой пластичности;
- коррозионной стойкости, устойчивости к воздействию кислот и других агрессивных химреагентов;
- немагнитности;
- хорошей свариваемости;
- вибростойкости;
- высокой сопротивляемости усталостным нагрузкам;
- высокой теплопроводности;
- устойчивости к испарению в вакуумной среде;
- способности к образованию интерметаллических соединений и востребованных сплавов;
- термостойкость;
- гальваностойкости;
- биоинертности.
Сочетание двух последних факторов обуславливает широчайшую востребованность титановых листовых полуфабрикатов в медицинских целях.
Регламентирующие промышленные стандарты
Химсостав, размерные параметры, механосвойства, особенности поставок титановых листовых полуфабрикатов регламентированы нормативами:
- ГОСТ 23755-79 «Плиты из титана и титановых сплавов. Технические условия»;
- ГОСТ 22178-76 «Листы из титана и титановых сплавов. Технические условия»;
- ОСТ 1 90024-71 Плиты из титановых сплавов;
- ОСТ 1 90042-71 Листы из титановых сплавов;
- ОСТ 1 90218-76 «Листы из титановых сплавов. Технические требования»;
- ОСТ 1 90027-71 «Лента из титановых сплавов»;
- ТУ 1-5-357-75 (взамен ТУ 1-5-002-74 ТУ 1-5-005-72) «Листы и плиты из сплавов марок 3В и 40. Технические условия».
Марки и химсостав, требования к качеству
Промышленный выпуск титановых листов, карточек и плит осуществляют, используя различные марки Ti и его сплавов.
Разнообразию функциональных возможностей титановый прокат обязан свойствам не только собственно Ti, но и легирующих включений, которые содержатся в сплавах в определенных процентных концентрациях. Каждый из таких вспомогательных химических элементов, в зависимости от его процентного содержания, обуславливает наличие тех или иных функциональных свойств, характеризующих готовую продукцию.
Наиболее применяемыми легирующими элементами являются:
- Mg – повышая степень пластичности, оказывает позитивное воздействие на способность к деформированию в широком температурном диапазоне;
- Al – повышает степень механической прочности;
- V, Zr, Mo – повышает жаростойкость.
Маркировка: в углу каждого изделия, на расстоянии ≤ 101 мм от края, расположена маркировка, где содержатся название марки, размеры, № партии. Здесь же должен наличествовать штамп техконтроля.
Химсостав марок Ti регламентируется положениями ГОСТ 19807-91 («Титан и сплавы титановые деформируемые. Марки») и ОСТ1 90013-81(«Сплавы титановые. Марки»).
Для выпуска листовых полуфабрикатов чаще всего применяются:
- Высокочистый Ti марок ВТ1-0/ВТ1-00;
- Сплавы Ti деформируемые марок:
- ВТ5-1, ВТ6, ВТ14, ВТ20;
- ОТ4, ОТ4-0, ОТ4-1;
- ПТ-3В.
Важнейшие легирующие компоненты в составе сплавов:
- в марках ОТ4, ОТ4-0, ОТ4-1 – Al.
- в марке ВТ6 помимо Al, содержится V.
- В марках ВТ5, ВТ14 и ВТ5-1 наличествуют также Мо и Sn.
- в составе марки ВТ20 имеются легирующие включения Al, V, Мо и Zr.
- в сплаве ПТ-3В наряду с перечисленными элементами присутствует добавка Cr.
Основные критерии качества:
- чистота отделки поверхности (обычная – без доп. буквы, высокая – В, повышенная – П);
- способ изготовления (отжиг с последующей плавкой, проглаживанием, правкой);
- плоскостные отклонения (улучшенная плоскостность – У, нормальная – без доп. буквенного символа).
Номенклатура производства листового титана отображена в табл. 1.
Таблица 1. Номенклатура производства листового титана
| Сплав | Условия поставки |
|---|---|
| Холоднокатаные листы BТ1-0, ВТ1-00, ОТ-4, ОТ4-0, ОТ4-1, ВТ-6, ВТ14 |
ГОСТ 22178, ОСТ 190218, ТУ 1-92-89, ТУ 1-5-356 |
| Горячекатаные листы и плиты ВТ1-0, ВТ1-00, ОТ4-0, ОТ4-1, ВТ5-1, ВТ6, ВТ14, ВТ20 |
ГОСТ 22178, ГОСТ 23755, ОСТ 1.92068, ОСТ 1.90218, ОСТ 1.90024 |
Примечание: изделия обычной чистоты отделки могут поставляться в травленом и нетравленом виде. На плитах/листах высокой чистоты (В) не должно быть видимых повреждений механико-химической природы: трещин, отслоений, надрывов, посторонних вкраплений, следов окалины и др.
Производственные технологии
Листовую продукцию из Ti изготавливают путем прокатки.
Сущность процесса заключается в том, что, пропуская заготовку сквозь валки прокатного стана, ее толщину последовательно уменьшают до требуемых значений. По окончании прокатки листы с целью получения необходимых свойств могут дополнительно проходить термическую или термохимическую обработку. Продукция обычно производится в отожженном виде, но в некоторых случаях обработка отжигом не применяется.
Исходя из конечной толщины листа прокатку можно осуществлять горячим способом, предусматривающим предварительный нагрев исходной заготовки, или без нагрева (способ холодной прокатки). Для изготовления листовой продукции толщиной ≥ 6,1 мм применяют, как правило, горячий способ, изделий меньшей толщины – холодный. Холоднокатаный лист, в сравнении с горячекатаным, характеризуется более высокими качественными характеристиками. Впрочем, холоднокатаная продукция тоже не избегает термообработки, поскольку для ее изготовления всегда используют горячекатаные заготовки.
Холодная прокатка титановых листов
Холоднокатаная листовая продукция из титана может изготавливаться в виде рулонов или поштучно (рис. 2).
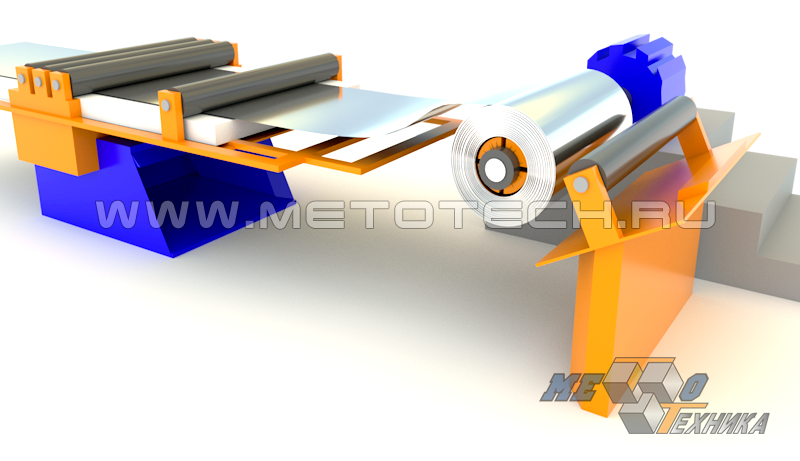

Рисунок 2. Производство холоднокатаного титанового листа с применением рулонного и штучного способов.
Процесс осуществляется в две основные стадии, каждая из которых включает в себя ряд технологических операций.
На рис. 3 представлена общая схема изготовления титановых листов методом холодной прокатки
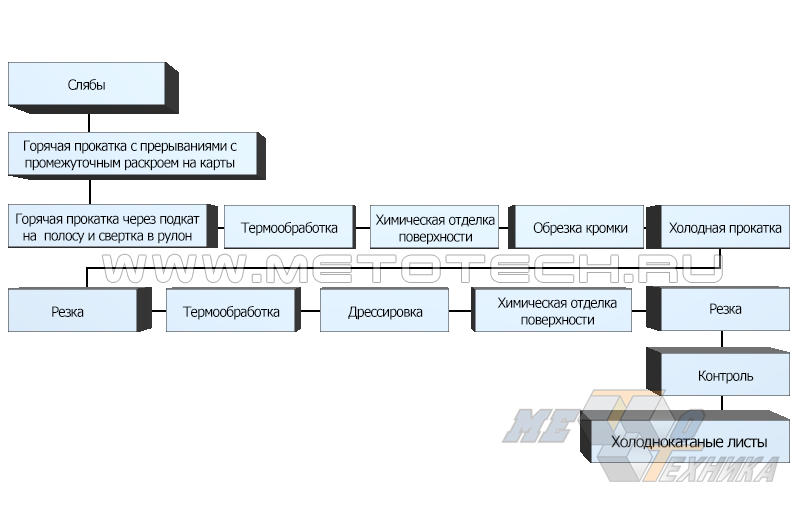
Рисунок 3. Цикл изготовления холоднокатаных листов
Началу основного технологического процесса предшествует подготовительный этап – горячая прокатка из титановых плит-слябов сворачиваемой в рулон листовой заготовки (так называемого подката). Листовой Ti в горячекатаном рулоне, не давая ему остыть, подвергают дополнительной химобработке (травление) с целью удалить окалину. Кромку рулона обрезают. Лишь после этих операций рулон, для получения листового материала требуемой толщины, прокатывают холодном способом на многовалковом стане.
В ходе холодной прокатки поверхность обрабатываемых листовых заготовок подвергается так называемому охрупчиванию – деструктивному явлению, возникающему на фоне насыщения поверхностного слоя такими газами, как водород (прежде всего!), а также азот и кислород, которые бурно реагируют с атмосферным воздухом, способствуя газовой коррозии самого металла. Минимизировать явление газового охрупчивания удается, сопровождая процесс холодной прокатки промежуточными отжигами в температурном диапазоне 501…901 ºС. Отжиг выполняют в условиях вакуума с применением электроиндукционных печей.
Вслед за прокаткой осуществляется комплекс отделочных операций, включающий абразивную механическую зачистку и химическое травление в кислотных/щелочных средах. В результате травления на металлической поверхности образуется прочная защитная пленка, препятствующая агрессивным воздействиям со стороны окружающей среды. В зависимости от класса отделки (высокая В или повышенная П) допустимо наличие на поверхности готовых листов тех или иных мелких дефектов.
Технологический цикл завершается операциями раскроя, ультразвукового контроля (УЗК) и упаковкой согласно условиям поставки.
Горячая прокатка титановых листов
Горячая прокатка – основная технология процесса изготовления титанового листового проката. С применением данного метода осуществляется производство плит, листов, заготовок для карточек, а также рулонов трех-шестимилиметровой толщины, предназначенных для дальнейшего выпуска еще более тонкого проката, такого, как лента и фольга.
Горячую прокатку листов из Ti и его сплавов можно выполнять с применением рулонного и карточного способов (рис. 4).


Рисунок 4. Линии рулонной и карточной горячей прокатки титанового листа
Принципиальная схема горячей прокатки представлена на рис. 5.
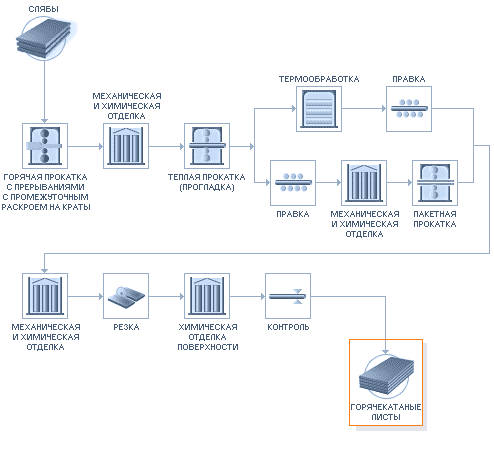
Рисунок 5. Цикл изготовления горячекатаных листов
В ходе прокатки горячим способом заготовка подвергается нагреву. Для достижения заданной толщины конечного продукта, в зависимости от толщины исходного материала, процесс прокатки может выполняться в один проход или повторяться несколько раз. После обработки в валках стана производятся дополнительные технологические операции по химико-механической отделке поверхности изделия с целью удалить с нее побочные соединения и достичь определенного класса чистоты. В заключение производится зачистка кромок, нарезка по длине, контроль качества и упаковка.
Прокатка титановых плит
Особенности производства титановых плит регламентированы нормативными требованиями ГОСТ 23755-79 и ОСТ 1 90024-71. Их выпускают преимущественно из технического Ti марок ВТ1-0 и ВТ1-00, а также из деформируемых сплавов с химсоставом, отображенным в ГОСТ 19807-74.
Прокатку титановых плит осуществляют горячим способом (рис. 6).

Рисунок 6. Стан горячей прокатки титановых плит
При этом используются следующие технологии:
- горячая прокатка без дополнительной термообработки (сплавы ВТ14, ОТ4, ОТ4-1, ОТ4-0, ВТ6, ВТ20, ВТ1-0, ВТ1-00, ВТ5-1);
- горячая прокатка с предварительным отжигом (марка ПТ3В).
Общая схема техпроцесса представлена на рис. 7.
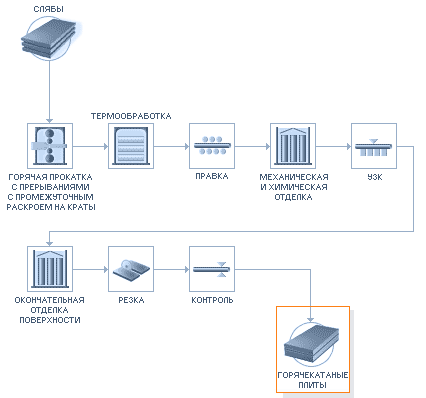
Рисунок 7. Схема техпроцесса изготовления горячекатаных титановых плит
При горячем прокате заготовка разогревается до необходимой температуры, после чего поступает в прокатный стан. Процесс прокатывания в валках стана может быть однократным или повторяющимся до обретения заготовкой требуемой толщины. Готовые изделия проходят этапы отжига, правки, химико-механической отделки и ультразвукового контроля качества. Затем плиты подвергаются окончательной поверхностной отделке, раскрою (резке) и финишному контролю качества.
Титановый прокат должен храниться в специально оборудованных складских помещениях, исключающих доступ агрессивных химических веществ и возможность механических повреждений.
Сфера практического применения
Титановые листы/плиты являются полуфабрикатами, особенно часто используемыми в промышленных целях. За счет сочетания малого показателя удельной плотности (обеспечивающего легкость выпускаемых изделий) с хорошими прочностными и механотехнологическими характеристиками, а также удобства форм-фактора и широкой номенклатуры размерных параметров, они повсеместно востребованы как актуальные конструкционные материалы, объединяющие в себе комплекс таких ценных эксплуатационных свойств, как небольшая масса, пластичность, термостойкость, устойчивость к коррозионным и гальваническим воздействиям. Последние два фактора объясняют особую ценность титановых листовых полуфабрикатов для медицинского применения, обуславливая их биоинертность по отношению к агрессивным воздействиям со стороны организма человека. В частности, они востребованы для эндопротезирования суставов и изготовления разнообразных ортопедических конструкций в нейрохирургии, стоматологии и других отраслях практической медицины. Основными отраслями промышленного применения, где титановый листовой прокат используется в больших количествах, являются ракето- авиа- и судостроение, атомная энергетика, нефтегазодобывающая, химическая и пищевая промышленность. Год от года сфера использования титановых плит и листов неуклонно расширяется, что позволяет осуществлять производство элементов крупногабаритных конструкций, а также широкого ассортимента других деталей, удовлетворяющих требования потребителей.
