

Сущность технологии метода ПМ состоит в получении порошков чистых металлов и многокомпонентных сплавов с их последующим поэтапным безотходным преобразованием в готовые к эксплуатации материалы, изделия и покрытия требуемых функциональных параметров.
Общетехнологический процесс включает в себя ряд следующих последовательно реализуемых этапов:
- производство порошков;
- предварительную подготовку порошковой смеси (шихты);
- формовку;
- спекание;
- дополнительные операции.
1. Методы изготовления порошков и их характеристики
Изготовление порошков – наиболее сложная в техническом отношении, самая затратная и трудоемкая стадия процесса ПМ. На сегодняшний день разработано значительное количество способов их получения, что обеспечивает возможность наделения конечных продуктов тем или иным набором свойств, определяющих сферу применения.
Изготовление порошков осуществляется двумя основными способами:
- физико-механическим;
- химико-металлургическим.
1.1. Физико-механический метод
В рамках данного метода исходное сырье преобразуется в порошок без нарушения химсостава, посредством механического измельчения, как в твердом агрегатном состоянии, так и виде жидкого расплава.
Физико-механическое измельчение производят способами:
- дробления и размола;
- распыления и грануляции.
1.1.1. При дроблении и размоле твердого сырья изначальные размерные параметры частиц уменьшаются до заданных значений. Данный способ целесообразнее всего использовать при измельчении материалов высокой степени хрупкости, в частности, Si, Sb, Cr, Mn, сплава Al+Mg, а также ферросплавов на основе Fe.
Механическое измельчение может проводиться путем:
- сжатия (статическое измельчение);
- удара, раздавливания, истирания, раскалывания и т.п. (динамическое измельчение, рис. 1).
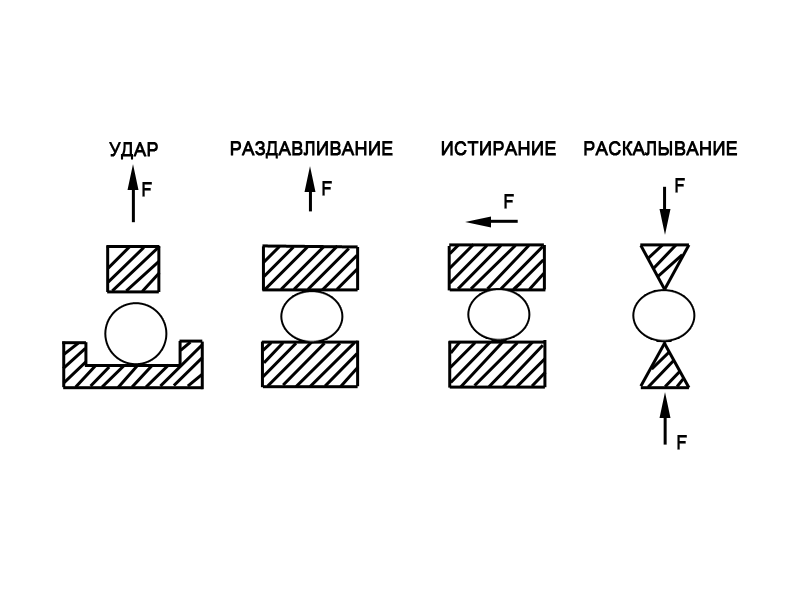
Рисунок 1. Основные виды динамического измельчения.
Фаза дробления частиц до размеров от 1 до 10 мм (грубое измельчение) выполняется с использованием дробильных агрегатов различных типов конструкции (шнековых, валковых, конусных, бегунковых и др.). Для тонкого и сверхтонкого измельчения частиц после дробления (размол до стадии порошков) применяют специальные мельницы, преимущественно барабанного типа с электроприводом (рис. 2 и 3.).
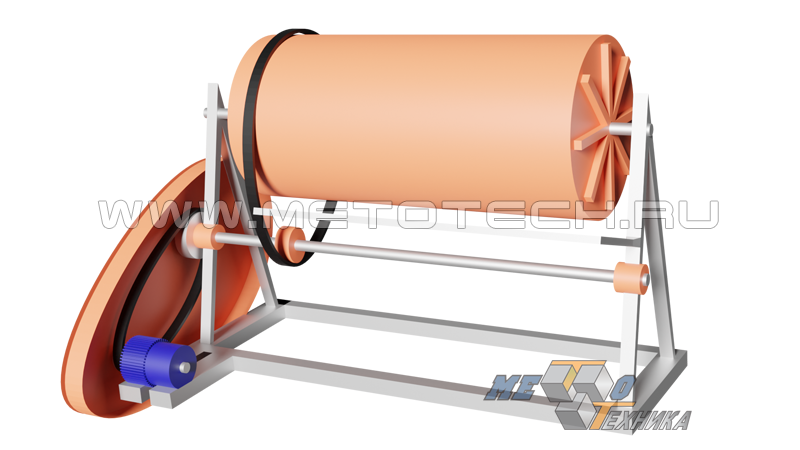
Рисунок 2. Шаровая мельница барабанного типа с электроприводом.
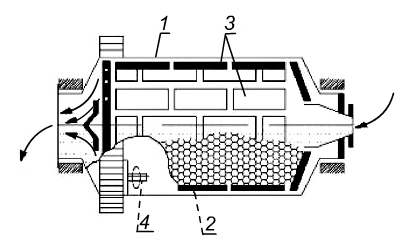
Рисунок 3. Принцип действия шаровой мельницы барабанного типа: 1-кожух барабана; 2-размольные шары; 3-плиты для футеровки; 4-электропривод.
В рабочий барабан мельницы помещают стальные или твердосплавные шаровидные размольные элементы, а затем – материал, подвергаемый размолу. В зависимости от интенсивности вращения барабана размольные элементы могут подниматься на различную высоту, вследствие чего размол возможен в различных режимах (скольжение, перекатывание, свободное падение), а также в режиме наивысшей интенсивности.
При необходимости использовать для размельчения еще более интенсивный частотный режим применяют вибромельницы (рис. 4). В подобных агрегатах измельчение частиц осуществляется за счет их усталостного разрушения вследствие создания переменной амплитуды усилий сжатия и срезывания.
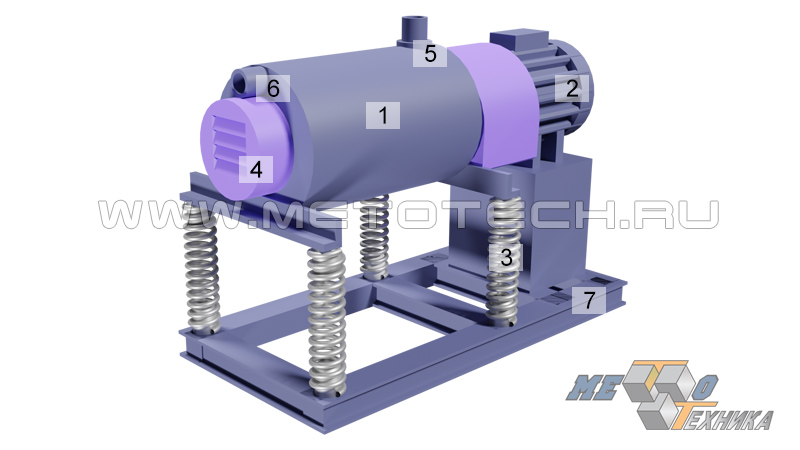
Рисунок 4. Вибромельница МВ-420.
Объем рабочего барабана 420 л, мощность 46 кВт. Рабочий барабан (1), в котором размещены размольные шары, установлен на раму станины (7) посредством специальных амортизирующих пружин (3). Вращение дебалансного вала осуществляется электроприводом (2). При этом допускается регулирование крутящего момента вала, для чего используются выносные дебалансные группы (4). При помощи шнекового питающего устройства происходит непрерывная подача измельчаемой массы в загрузочную горловину барабана (5). Выгрузка готового порошка выполняется по принципу «самотека» через разгрузочное отверстие (6).
Тонкий помол трудноизмельчаемых материалов обычно производят с использованием мельниц планетарно-центробежной конструкции (рис. 5) с размольными шарами.

Рисунок 5. Принципиальная схема мельницы планетарно-центробежного типа.
Измельчение пластичных металлов производится на мельницах роторно-вихревого типа (рис 6.), в которых частицы саморазрушаются под воздействием ударных нагрузок.
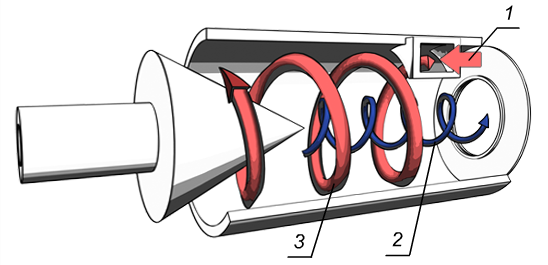
Рисунок 6. Принцип действия мельницы роторно-вихревой конструкции.
Исходное сырье поступает в загрузочный бункер 1, где под действием турбулентных завихрений, создаваемых вращающимися с различной частотой спиралевидными шнеками 2 и 3, частицы, соприкасаясь друг с другом, саморазрушаются: происходит их преобразование в порошок требуемой консистенции.
1.1.2. Наименее сложным и одновременно едва ли не самым малозатратным считается способ изготовления порошков путем распыления и грануляции жидких расплавов металлов, Т° плавления которых не превышает 1650°C (Al, Zn, Cu, Pb, Ni, Fe, ферросплавы и др.)
Суть данного способа механического измельчения заключается в дроблении струи расплава на мельчайшие капли под воздействием энергонасыщенного жидкостного либо газового потока, которые, остывая, оседают в виде частиц порошка. Образование расплавов происходит в специальных электрических печах, нередко в защитных средах, образуемых инертными газами.
1.2. Химико-металлургический метод
Этот метод получения металлических порошков также можно реализовывать различными способами, среди которых наиболее востребованными являются:
- химическое восстановление металла из исходного сырья (восстановительный способ);
- электролиз (электролитический способ);
- термокарбонильная диссоциация (карбонильный способ).
1.2.1. Порошки восстановленные (ПВ) изготавливают с применением различных химических веществ-восстановителей, которыми воздействуют на соли и оксиды металлов для отделения неметаллической фракции (солевого остатка, газов). Данный способ применяется, в частности, для получения порошков Co, Ni, W, Mo, Fe, Cu, Nb и других металлов.
1.2.2. Способ изготовления порошков электролитических (ПЭ) состоит в осаждении частиц чистого металла на катоде под воздействием постоянного тока на соответствующий электролит в виде раствора либо расплава. Этим способом получают, в частности, электролитические порошки W, Ni, Fe, Cu, Ti, Zr, Nb, Та, U и др.
1.2.3. Порошки карбонильные (ПК) изготавливают путем разложения в заданном температурном режиме карбонильных металлических соединений на исходные составляющие: частицы чистого металла и газообразный монооксид углерода СО, который удаляется. Карбонильный способ применяют для получения карбонильных порошков W, Mo, Fe и ряда прочих металлов.
1.3. Свойства порошков
Порошки металлов различаются по своим физико-химическим и технологическим свойствам.
К категории физических свойств относятся форморазмеры и гранулометрический состав частиц, характеристики их удельной поверхности, а также плотность (пикнометрическая/насыпная) и способность деформироваться, именуемая микротвердостью.
Набор химических свойств определяется химическим составом сырья и метода/способа изготовления. Допустимая концентрация в готовой порошковой продукции нежелательных примесей не должна превышать значения 1,5-2%.
Одним из важнейших химических свойств является степень газонасыщенности порошка, что особенно актуально для порошков, получаемых путем восстановления, из состава которых бывает трудно удалить определенную часть газообразных восстановителей и продуктов реакции. В электролитических порошках может содержаться некоторая доля катодного водорода. В составе порошков карбонильного генеза могут в растворенном состоянии наличествовать О2, СО, СО2 и другие газы, по мере увеличения процентного содержания которых возрастает степень хрупкости порошка, что затрудняет процесс формовки из них заготовок будущих изделий.
К категории химических причисляют и такие свойства порошков, как степень токсичности и пирофорности. Большинство металлических порошков токсично, причем степень токсичности тем ниже, чем меньшие размеры имеют частицы. Под пирофорностью понимают способность порошков некоторых активных самовоспламеняться вплоть до взрыва при контакте с кислородом воздуха. Любые работы с такими порошками необходимо проводить в рамках строжайшего соблюдения мер безопасности.
К технологическим свойствам порошков относят показатели их текучести, прессуемости и формуемости.
2. Предварительная подготовка порошковой смеси
Преобразование уже изготовленного металлического порошка в конечные изделия начинается с предварительной подготовки исходной смеси (шихты), которая в последующем будет подвергаться формованию и спеканию.
Процесс подготовки исходной шихты является трехэтапным и последовательно осуществляется в виде:
- отжига;
- сортирования по фракциям (классификации);
- непосредственно смешивания.
2.1. Рекристаллизационный отжиг порошков необходим для повышения показателей их пластичности и прессуемости. Путем отжига удается восстановить остаточные оксиды и удалить внутреннее напряжение – наклеп. Для отжига порошки подвергают нагреву в восстановительно-защитных газовых или вакуумных средах в диапазоне температур от 0,45 до 0,65 от абсолютного значения Т° плавления того металла, из которого они состоят. Так, отжиг порошка Cu осуществляют в восстановительном потоке инертных газов при Т° от 360 до 420 0С, а порошка Fe – при Т° от 660 до 770 °С. Обычно отжигу подвергают порошки, изготавливаемые способами механоизмельчения, электролиза и термокарбонильной диссоциации.
2.2. Классификацию порошков осуществляют их разделением по фракциям (в зависимости от тех или иных размерных параметров частиц) с применением специальных вибросит, имеющих ячейки соответствующих диаметров. Для разделения по фракциям применяют также воздушные сепараторы (рис. 7), а для классификации жидких смесей – способ центробежной дисперсной седиментации.
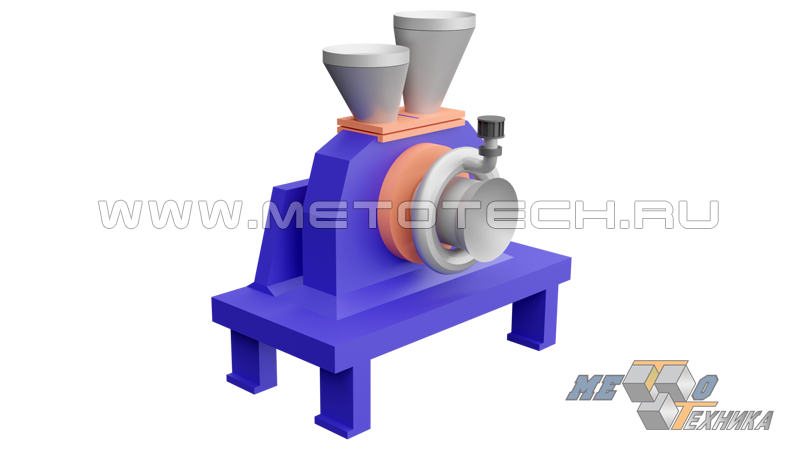
Рисунок 7. Общий вид центробежного воздушного сепаратора тонкого разделения CFS/HD-S и схема его действия.
Порошковый материал направляется нагнетаемым турбиной воздушным потоком в область разделения, где под действием центробежной силы происходит отделение т оседание тяжелых крупных частиц, удаляемых в нижнем направлении через разгрузочный клапан. Мелкие легкие частицы увлекаются циклонным потоком воздуха вверх и направляются на дополнительную сепарацию.
Для приготовления порошковой шихты используются фракции, сочетаемые в требуемом процентном соотношении.
2.3. Смешивание – важнейшая из подготовительных операций процесса ПМ – производится путем приготовлении из металлопорошков различного химико-гранулометрического состава (возможны легирующие добавки порошков неметаллических элементов) однородной субстанции – шихты. От того, насколько тщательно происходит смешивание, зависит однородность шихты, что исключительно важно для конечных функциональных свойств готовой металлокерамической продукции.
Чаще всего смешивание порошковых составляющих осуществляют механическим способом с применением специальных миксерах (рис. 8, 9).
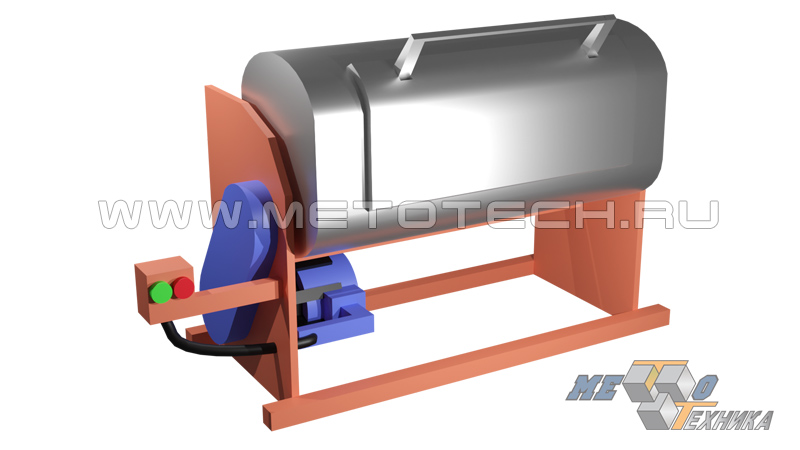
Рисунок 8. Горизонтальный миксер без функции сушки.
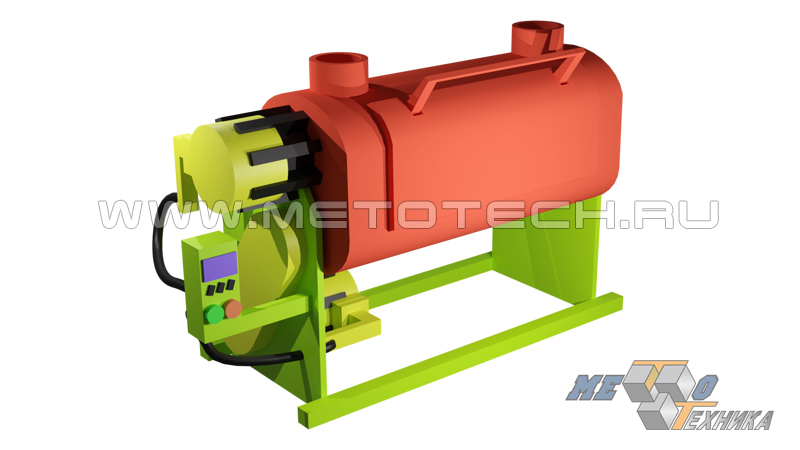
Рисунок 9. Горизонтальный миксер с функцией сушки.
При смешивании с измельчением компонентов весовое соотношение загружаемой порошковой массы и шаровидных размольных элементов должно быть примерно равным (1:1). Смешивание, не сопровождающееся измельчением, выполняют в миксерах непрерывного действия барабанного, шнекового, лопастного, центробежного, планетарного, конусного типа.
Равномерность и быстрота распределения частиц порошковых компонентов в составе смеси будут тем эффективнее, чем ближе друг к другу абсолютные величины их плотности. При существенном расхождении абсолютных величин неизбежно расслоение составляющих. Для предотвращения этого фактора компоненты следует загружать по раздельности в следующей последовательности: в первую очередь наименее плотный с наиболее плотным, а затем уже все прочие. Целесообразнее всего проводить смешивание в жидкостных средах, несмотря даже на то, что техпроцесс в этом случае усложняется и является более затратным в экономическом отношении.
При подготовке шихты из высокотвердых компонентов (W, Mo, карбиды металлов) с целью повысить их формуемость в смешиваемую субстанцию нередко добавляют тяжелые спирты, бензин, глицерин, а также дистиллированную воду. Иногда для облегчения смешивания и последующего прессования осуществляют введение в смесь технологических присадок-пластификаторов на парафиново-стеариновой и глицериновой основе, а также летучих веществ, позволяющих изготавливать продукты требуемой степени пористости.
При этом необходимо, чтобы пластификаторы соответствовали следующим критериям:
- высокая смачивающая способность;
- полное выгорание при нагревании;
- возможность быстрого удаления растворителями органической группы.
Раствор пластификаторов обычно заливается в перемешиваемую порошковую субстанцию, а по завершении процесса получаемая шихта тщательно высушивается и просеивается.
3. ФОРМОВАНИЕ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Формование (формовка) в порошковой металлургии – это технологическая стадия, целью которой является уплотнение поступающего в пресс-форму заданного количества готовой сыпучей шихты и ее обжатие для придания форморазмеров готового к последующему спеканию изделия.
Этап формования заключается в преобразовании полученной сыпучей шихты в достаточно прочные первичные заготовки пористой структуры. На результаты формования порошка влияют его насыпная масса, способы предварительной обработки, сила и направленность формовочного давления, ряд других факторов.
Деформация частиц при формовке по своему генезу может быть одновременно упругой, хрупкой и пластической. На рис. 10 представлены некоторые виды перемещения частиц при формовке.
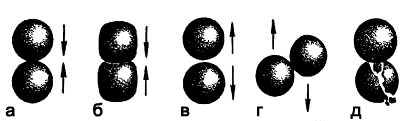
Рисунок 10. Виды перемещения частиц порошков в ходе формования.
Как видим, сближение частиц может сопровождаться увеличением площади контакта, не сопровождаясь (а) или сопровождаясь (б) их деформацией; при удалении частиц (в) площадь контакта уменьшается вплоть до его прерывания; при взаимоскольжении частиц (г) точка контакта смещается; в ходе перемещения частиц может возникать происходить хрупкая деформация, приводящая к их разрушению (д).
На рис. 11 представлена схема методов формования.
Рисунок 11. Схема методов формования металлических порошков.
Наиболее востребованными являются способы формовки путем прессования в стальных пресс-формах, гидростатического, мундштучного и динамического формования, а также прокатки и шликерного литья.
3.1. Холодная формовка в жестких пресс-формах
Формовка шихты в большинстве случаев осуществляется путем ее размещения в прочных стальных пресс-формах и последующего спрессовывания под давлением от 30 до 1200 МПа на прессовых агрегатах механического, пневматического или гидравлического принципа действия.
Формование порошка данным способом осуществляется поэтапно (рис. 12).
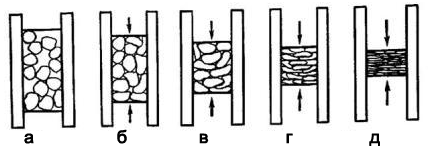
Рисунок 12. Этапы формовки.
Сразу после засыпки шихты наблюдается хаотичное размещение ее частиц по всему объему пресс-формы, с образованием т. наз. мостиков или арок (а). При внешнем давлении, по мере его повышения, частицы порошка, уплотняясь, заполняют пустоты, вследствие чего происходит разрушение мостиков и арок (б, в). На последующих стадиях спрессовывания наблюдается дальнейшее уплотнение частиц, сопровождаемое изменением границ между ними, что приводит к увеличению степени прочности заготовки (г). На конечном этапе процесса хрупкие частицы твердометаллических порошков разрушаются, а мягкометаллические частицы претерпевают пластическую деформацию (д).
На рис. 13 показаны схема одностороннего прессования и кривая ступенчатого роста плотности по высоте с ее отношением к минимальному диаметру поперечного сечения d:H/d = 2...3.
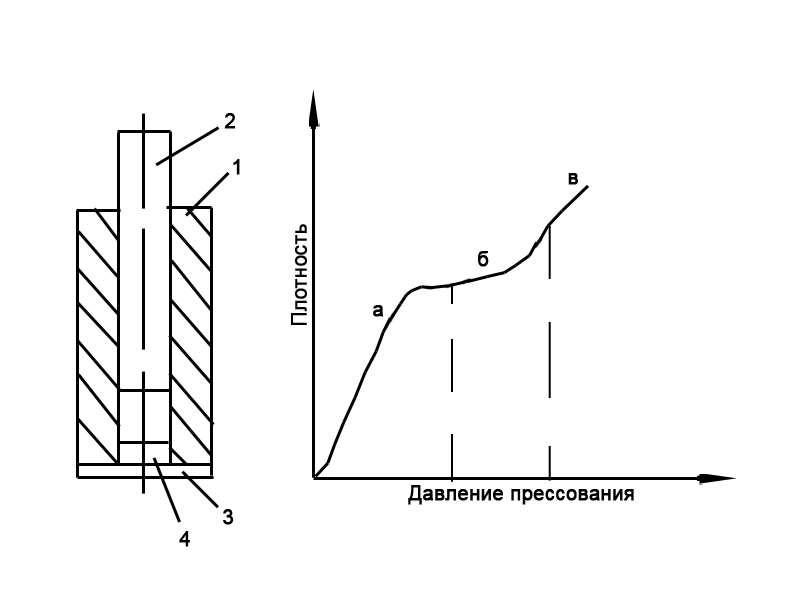
Рисунок 13. Схема установки для одностороннего прессования и кривая роста ступенчатого плотности по отношению к давлению. 1 – матрица; 2 – пуансон уплотнения; 3 – нижний пуансон; 4 – порошок.
Если данное соотношение превышает 3, не достигая 5, то целесообразно применение двухстороннего прессования (рис. 14); при еще больших значениях показано использование других способов.
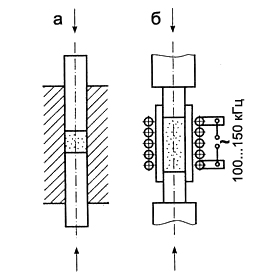
Рисунок 14. Схема установки, осуществляющей двустороннее прессование порошковых материалов: а – без нагрева, б – с нагревом.
Формовка изделий сложной конфигурации сопряжена с определенными трудностями, препятствующими обеспечению одинаковой плотности в тех или иных сечениях. С целью разрешения проблемы используют установки с несколькими пуансонами, что обеспечивает возможность прилагать к порошку различные усилия (рис. 15).
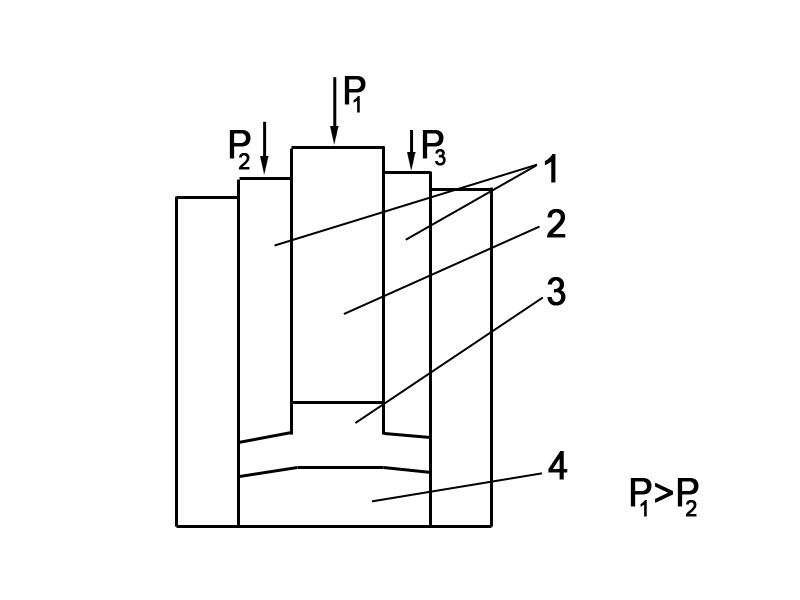
Рисунок 15. Схема формования изделий сложной конфигурации: 1- пуансон, 2-пуансон, 3-матрица, 4- нижний пуансон.
Формование в пресс-формах выполняется на прессовых агрегатах механогидравлического типа. Формовка заготовок со сложной конфигурацией осуществляется на прессах, оснащенных несколькими плунжерами.
3.2. Гидростатическое формование
При данном способе формовки для создания усилия сжатия используется жидкость, чем обусловлено его название. Процесс спрессовывания осуществляют путем сжатия шихты по всем направлениям.
При формовании гидростатическим способом (рис. 16) порошок предварительно засыпается в эластичный контейнер и подвергается вакуумированию, герметизируется и лишь после этого помещается в цилиндр с рабочей жидкостью, давление в котором поднимается до необходимых значений. Поскольку трение между стенками контейнера и частицами шихты оказывается предельно минимальным, плотность спрессованной заготовки равномерно распределяется по каждому из сечений.
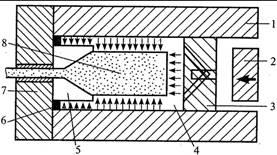
Рисунок 16. Схема установки для гидростатического формования: 1 – рабочий цилиндр; 2 – пуансон; 3 – пресс-шайба; 4 – рабочая жидкость; 5 – матрица; 6 – уплотнитель; 7 – держатель матрицы; 8 – контейнер с шихтой.
Преимущество способа гидростатического формования заключается еще и в том, что при нем исключается анизотропия свойств – их внутренняя неравномерность и разнонаправленность.
3.3. Прокатка порошковой шихты
Формование прокаткой порошков осуществляется на прокатных станах. Порошок может поступать в валки, как показано на рис. 17, либо под воздействием силы тяжести (вертикальная свободная подача), либо в принудительном режиме (шнековая подача).
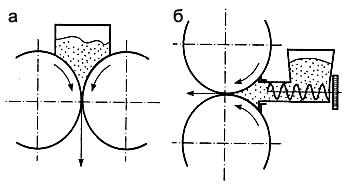
Рисунок 17. Вертикальная (а) и горизонтально-шнековая (б) подача материала.
Процесс прокатки является непрерывным и осуществляется в автоматическом режиме, что обеспечивает его высокую производительность.
3.4. Мундштучное формование
Способ заключается в формовании заготовок из шихты в смеси с пластификатором путем пропускания сквозь технологическое отверстие в матрице-фильере, по форме напоминающей мундштук. Практикуется формовка способом мундштучного прессования равноплотных изделий значительной длины (прутков, труб, уголков, швеллеров и т. п.) из труднопрессуемых порошков W, Мо, Th, Be и др.
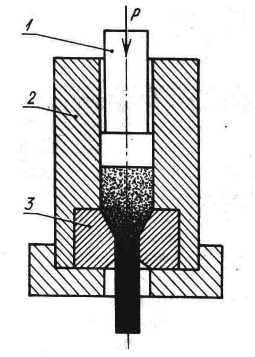
Рисунок 18. Принцип мундштучной формовки.
На рис. 18 представлен принцип мундштучной формовки, состоящий в выдавливании в пресс-форму помещенной в контейнер (2) пластифицированной шихты пуансоном (1) через отверстие матричного мундштука (3).
В настоящее время в сфере порошковой металлургии для формовки металлокерамических заготовок широко применяют способ инжекционного формования, известный также как литье под давлением. Сущность способа сходна с принципом мундштучного прессования, только в данном случае через фильеру инжектора (мундштука) в пресс-форму впрыскивается не пластифицированный порошок, а его расплав.
3.5. Шликерное формование
Шликерным способом осуществляется формовка изделий сложной конфигурации. Его сущность состоит в том, что шликер в виде насыщенной однородной суспензии из порошковой шихты и технологической жидкости заливается в пористую форму-матрицу (рис. 19).
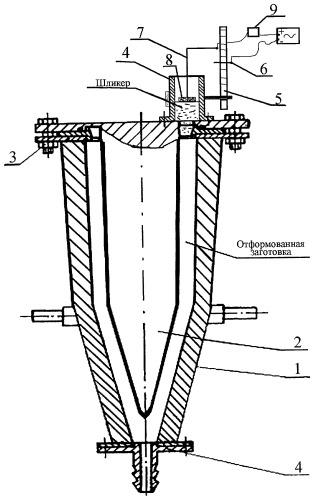
Рисунок 19. Схема установки для шликерного формования.
В корпусе матрицы (1) размещается сердечник (2), закрепленный узлами взаимной соосной установки (3). На одном из этих закреплена подпиточная емкость (4) с контролирующим устройством, через которую промежуток между матрицей и сердечником заполняется шликерной суспензией. Поступление шликера из подпиточного узла до необходимых пределов осуществляется за счет контроля высоты между неподвижним нижним контактом (6) и выставляемом по линейке (5) подвижным верхним контактом (7), жестко связанным с поплавком поплавковой камеры (8), при превышении уровня включающим сигнализационный блок (9).
По заполнении шликером жидкость частично впитывается матрицей и окончательно удаляется путем нагревания до Т° кипения. Сформованные же заготовки подвергают сушке на открытом воздухе или в специальных сушильных шкафах.
3.6. Динамическое формование
Динамическим формованием называют процесс формовки заготовок путем приложения значительных нагрузок в импульсном режиме. В качестве этой целью могут быть использованы следующие источники энергии.
3.6.1. Механическая вибрация (рис. 20).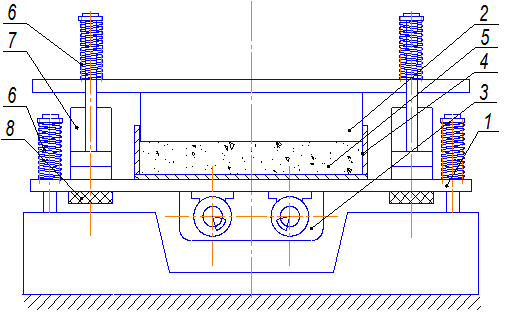
Рисунок 20. Схема действия установки для виброударного формования.
Под воздействием насаженных на валы электродвигателей эксцентриков (3) подпружиненная прижимными пружинами (6) подвижная опорная площадка (1) вибрирует, передавая ударные импульсы закрепленной на ней подвижной матричной пресс-форме (4) с засыпанной в нее шихтой (5), уплотняемой статичным пуансоном (2). При этом сила ударов амортизируется гидроцилиндрами (7) с подпружиненными штоками, а также закрепленными на обращенной к фундаменту поверхности опорной площадки упругими прокладками (8).
3.6.2. Сила взрыва (рис. 21).
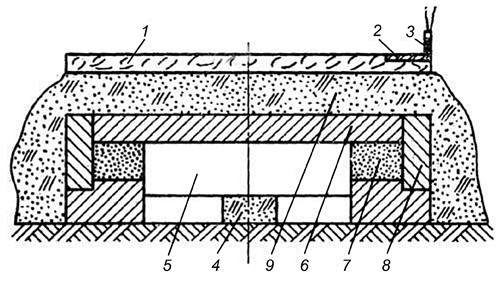
Рисунок 21. Схема процесса формования взрывом.
При срабатывании электродетонатора (3), вставленного в специальное монтажное устройство (2), происходит взрыв заряда ВВ (1), импульс от которого через слой выполняющей функцию пресс-формы песчано-шлаковой засыпки (9) равномерно распределяется по всей площади пуансона (6), уплотняющего помещенную в матрицу(8) формуемую шихту (7) до заданных параметров, определяемых высотой установленного на подставку (4) ограничительного внутреннего стержня (5).
3.6.2. Другие способы вибрационных воздействий, включая использование энергопотенциала сжатого газа, электроразряда, магнитного поля. Высокая частота нагрузочных импульсов обеспечивает требуемую плотность и прочность изделий. Другими достоинствами способа являются снижение показателей упругой деформации, а также экономичность ввиду минимизации расходов на технологическое оборудование.
4. СПЕКАНИЕ И ДОПОЛНИТЕЛЬНЫЕ ОПЕРАЦИИ
Финишная стадия технологическая метода ПМ – термическая обработка сформованных заготовок методом спекания с целью достижения требуемых свойств. Максимального эффекта при спекании заготовок из монометаллических порошков можно достичь при их нагревании до температуры, составляющей 72–92% Т° плавления металла. Заготовки из многокомпонентных твердых сплавов на металлокарбидной основе подвергают спеканию в температурном диапазоне, близком к Т° плавления связующего компонента. При этом, во избежание оксидации, те и другие заготовки рекомендуется помещать в защитную инертногазовую или восстановительную водородную/углеводородную газовую среду, либо в вакуумную камеру.
Спекание – одна из наиболее ответственных технологических процедур в рамках метода ПМ, в результате которой малопрочные заготовки преобразуются в исключительно прочные спеченные тела, приближающиеся по своим свойствам к аналогам, изготавливаемым методом горячего литья, а часто и превосходящими их по этой и целому ряду других функциональных характеристик. В ходе спекания из заготовки удаляются адсорбированные в них газы, возгоняются нежелательные примеси, снимаются остаточные напряжения в частицах и точках контакта между ними, устраняются оксидные пленки, происходит диффузионное преобразование поверхностного слоя, качественно преобразуется форма пор.
В завершение процесса может быть реализован ряд дополнительных отделочных операций, включая обработку резанием, калибрование, нитроцементацию, диффузионное хромирование, нанесение гальванического покрытия и пропитку готовых изделий с тем, чтобы добиться требуемой точности заданных габаритных параметров, повысить степень прочности и класс поверхностной чистоты.
Спекание осуществляют двумя способами: твердофазным (по мере нагрева заготовок не образуется жидкий расплав одного из компонентов), и жидкофазным (в ходе повышения Т° нагрева поликомпонентных заготовок наиболее легкоплавкий компонент начинает вступать в жидкое агрегатное состояние – плавиться. Весьма распространенным является также способ горячего формования, объединяющий в себе процессы прессования и спекания.
4.1. Способ твердофазного спекания
Твердофазное спекание применяют для изготовления промышленных продуктов на основе моно- или поликомпонентных систем, которые при нагревании могут вести себя по-разному в зависимости от генеза и химического состава соответствующих компонентов.
Этап твердофазного спекания сопровождается рядом сопутствующих процессов.
4.1.1. По мере повышения температуры нагрева энергетический потенциал и амплитудные колебания атомов в кристаллической решетке металлических порошковых тел заметно возрастают вплоть до непрерывной смены взаимного месторасположения, известной как диффузия. Которая, в свою очередь, может носить как поверхностный, так и общеобъемный характер (поверхностная диффузия и объемная диффузия).
4.1.2. Усадка в ходе твердофазного спекания проявляется в изменении как линейных, так и объемных параметров спекаемых тел (линейная и объемная усадка). Кинетический потенциал процесса усадки спекания возникает в результате того, что при нагреве система постоянно стремится избавиться от запаса поверхностной энергии.
4.1.3. Рекристаллизационный отжиг, сопровождаемый ростом величины зерен, проводится, в частности, при изготовлении магнитомягких материалов, которые должны иметь крупнозернистую структуру. В ходе ректристаллизации происходит значительное укрупнение зерен. Поэтому, во избежание ущерба для механических свойств получаемых изделий, режим отжига для обеспечения желаемой зернистости необходимо строго контролировать с использованием диаграмм рекристаллизации (рис. 22), показывающих зависимость размеров зерен от параметров температура/степень деформации.
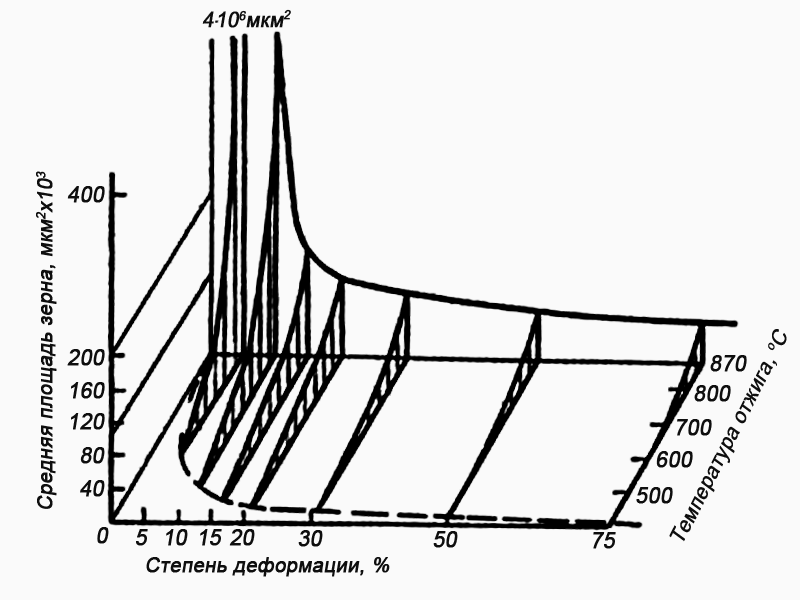
Рисунок 22. Диаграмма рекристаллизации при отжиге.
4.1.4. Перенос атомов газовой средой имеет вид перехода поверхностного слоя вещества при определенных температурах в газообразное (парообразное) агрегатное состояние с его испарением с поверхности одних частиц и последующим конденсационным осаждением на поверхности других. За счет такого переноса происходит усиление межчастичных связей, что способствует требуемому изменению формы пор.
4.2. Жидкофазное спекание
При этом способе спекания происходит расплавление наиболее легкоплавкого компонента сформованной многокомпонентной порошковой заготовки – его расплав и образует жидкую фазу, смачивающую частицы нерасплавившихся твердых составляющих. Кроме того, наличие жидкой фазы способствует интенсификации диффузии и облегчению процесса взаимозамещения частиц. Недостаточная смачиваемость препятствует уплотнению. В точках контакта зерен возможно растворение твердой фазы в жидкой, что улучшает массоперенос. Существуют системы, компоненты которых:
- не являются взаиморастворимыми;
- ограниченно взаиморастворимы;
- взаиморастворимы в значительной степени.
4.3. Горячее формование
Когда формовка заготовки из многокомпонентной шихты проводится с ее нагревом до высоких температур, и Т° нагрева при этом достигает Т° плавления основного компонента, в это же время происходит спекание заготовки. Способ одновременного формования и спекания называют горячим формованием (горячим прессованием).
Важнейшие преимущества горячего формования состоят в скорейшем уплотнении получаемого данным способом готового изделия и минимизации его пористости при относительно невысоких показателях применяемого давления. Характер уплотнения при горячем формовании тот же, что и при спекании другими способами.
Готовую продукцию, полученную из подвергаемых горячему формованию заготовок, от аналогичных изделий, изготавливаемых при раздельном применении формовки и спекания выгодно отличает мелкозернистая структура, повышенный предел текучести и более высокая твердость, лучшие показатели электропроводимости и большая точность размеров.
Горячее формование осуществляют с использованием термостойких стальных, графитовых и кремниеграфитовых пресс-форм, характеризуемых высокой механической прочностью. В последние годы все более востребованными для этой цели становятся еще более функциональные пресс-формы из жаропрочных оксидных и силикатных материалов.
Пресс-формы с помещенной в них шихтой могут быть нагреты одним из способов, представленных на рис. 23:
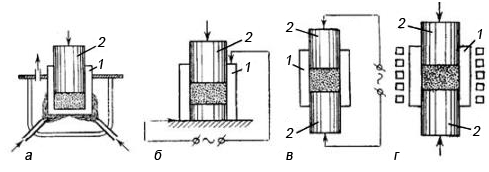
Рисунок 23. Способы нагрева пресс-форм с шихтой при горячем формовании:
- а – способ наружного нагрева;
- б – способ электронагрева пресс-формы;
- в – способ электронагрева шихты;
- г – способ высокочастотного индукционного нагрева (1- матрица, 2 – пуансон).
Для горячего формования в современных условиях применяют многофункциональные автоматические агрегаты на основе гидравлических прессов и совмещенных с ними вакуумных камер с возможностью регулировки температурного режима (рис. 24).
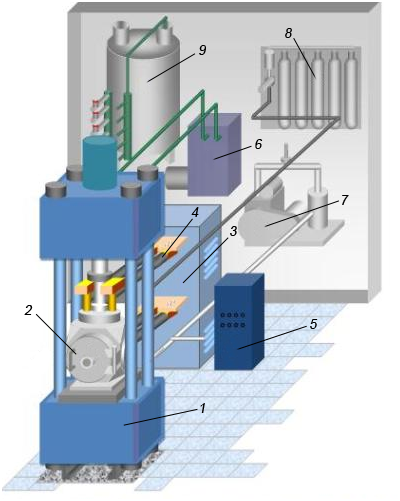
Рисунок 24. Агрегат для горячего формования.
Основные узлы агрегата – это непосредственно гидропресс (1) и вакуум-камера (2), соединенная с обеспечивающим нагрев пресс-формы источником электропитания (3) посредством гибких медных токоподводов с жидкостным охлаждением (4). Включенный в состав агрегатного комплекса электрораспределительный шкаф позволяет обеспечивать функцию регулирования мощности и осуществлять управление всеми устройствами (5). Функционирование пресса осуществляется при помощи гидроагрегата (6).
Создание разреженной среды в вакуум-камере обеспечивает специальная система вакуумирования (7). Контроль параметров среды внутри камеры осуществляет система газоснабжения (8). Система жидкостного охлаждения (9) призвана остужать источник питания, стенки вакуум-камеры, гибкие токоподводы и медные башмаки.
Сам технологический процесс происходит в следующей операционной последовательности. Предварительно скомпактированные заготовки изделий из порошковой шихты помещаются в пресс-форму, заполняемую после этого создающим упруго-сжимаемую среду порошком из специального графита (рис. 25). Затем пресс-форма в сборе заключается в вакуум-камеру. В ходе горячего формования плунжеры агрегата воздействуют на пуансоны, передающие, в свою очередь, давление на заготовки через графитовый порошковый наполнитель.
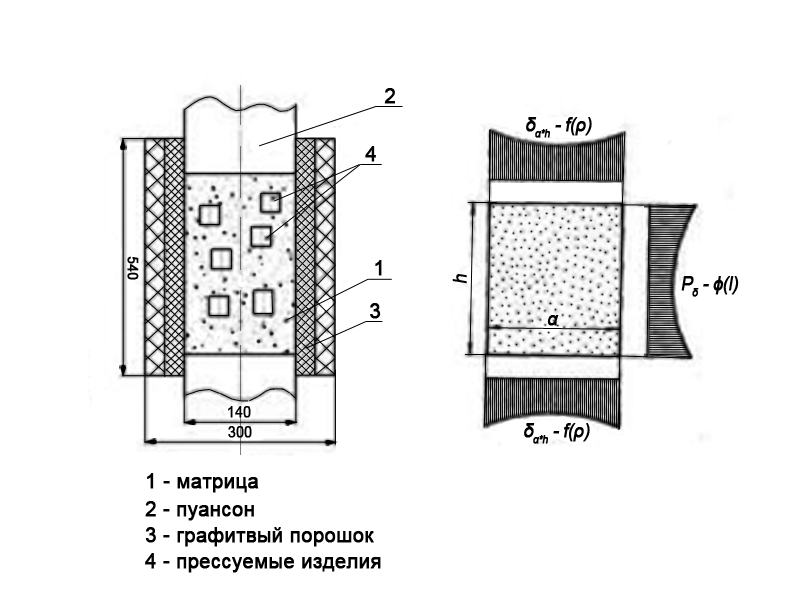
Рисунок 25. Пресс-форма для горячего формования (а); схема распределения давления при прессовании (б).
Если внутри пресс-формы разместить межслойные промежуточные прокладки, произойдет увеличение производительности установки (рис. 26).
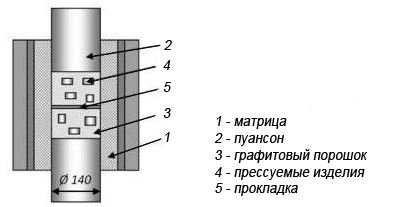
Рисунок 26. Пресс-форма для горячего формования, оснащенная промежуточной прокладкой.
4.4. Дополнительные операции
Применение дополнительных технологических операций практикуют как при необходимости обеспечить высшие классы точности и чистовой обработки поверхности готовых металлокерамических изделий (механическая обработка, калибровка), так и с целью оптимизации их химических свойств (химико-термическая обработка и различные пропитки).
4.4.1. При механической обработке (резанием, шлифованием, полированием и т.д.) возникают трудности, обусловленные пористой структурой обрабатываемого материала. Рабочие элементы инструмента (резцы, фрезы, абразивные диски) подвергаются разрушительному воздействию микроударов, вызывающих потребность в частой заточке или замене. Поэтому обработку осуществляют с применением твердосплавного инструмента и кругов из особо твердых абразивов, вплоть до корундовых и алмазных.
4.4.2. Калибрование выполняют путем продавливания спекаемых изделий сквозь имеющие необходимые сечения калибровочные отверстия в пресс-формах. Возможна калибровка как по одному, так и по ряду параметров. Благодаря калиброванию обеспечивается высокая гладкость поверхности, идеальная точность конфигурационных и размерных параметров, уменьшение пористости.
4.4.3. Химико-термическую обработку выполняют для повышения устойчивости изделий к коррозии и износу с применением методов:
- нитроцементации (цианирования) – азотно-углеродном насыщении поверхностного слоя изделий в высокотемпературном режиме для повышения их твердости и стойкости к износу;
- диффузионного хромирования – безэлектролизного насыщения поверхностного слоя металлокерамических изделий с диффузией (взаимозамещением) между атомами хрома и обрабатываемого металла, в результате чего образуется стойкое и эстетичное защитное покрытие;
- нанесения защитных гальванических покрытий методом электролиза и др.
Пористая структура металлокерамики способствует активизации термохимических процессов.
4.4.4. Пропитка жидкими металлами. В отношении некоторых металлокерамических материалов применяется дополнительная операция в виде пропитывания спекаемой термостойкой каркасной основы жидким расплавом компонента с меньшей в сравнении с каркасом Т° плавления. При этом происходит заполнение образуемым расплавом сообщающихся пор термостойкого каркаса и, как результат, обретение готовым изделием улучшенных эксплуатационных характеристик.
Обилие различных методов порошковой металлургии свидетельствует о востребованности данного способа производства промышленных изделий. Неоспоримым плюсом является возможность получения готовой продукции сложной формы с высокими показателями различных свойств. К недостаткам описываемых технологий можно отнести значительную стоимость и сложность производства.
